







自貢彩燈(自貢花燈)制作工藝通用規范

自貢彩燈(自貢花燈)盡管是最具人氣的民俗文化工藝品,但長期以來都是通過民間彩燈制作工藝師傅手把手,口口相傳,最終成就了一方最具特色的優勢產業。直到2020年7月,經過幾個月的漫長研討和籌備,在自貢市文廣新局的領導下,一系列關于自貢彩燈的地方標準終于被納入了四川省地方標準制修訂項目立項計劃。本系列標準的頒布,對自貢彩燈代表自貢文化走出去,引領市場規范生產,促進彩燈行業規范發展,提升彩燈產品和服務質量,助推自貢國家文化出口基地、國家級出口彩燈文化產品質量安全示范區建設都具有十分重大的作用。
以下就是自貢彩燈(自貢花燈)制作工藝通用規范的具體內容:
1 范圍
本標準規定了自貢彩燈制作工藝的術語與定義、工藝、檢測方法及檢測規則。本標準適用于指導各類型自貢彩燈產品的制作。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB 50017 鋼結構設計標準
GB 50205 鋼結構工程施工質量驗收規范
GB 50661 鋼結構焊接規范
JGJ 46-2005 施工現場臨時用電安全技術規范
3 術語和定義
下列術語和定義適用于本文件。
3.1
彩燈 coloured lantern by lamp
彩燈為花燈、燈彩傳統工藝美術品的現代釋義,其材質、工藝已從傳統的竹制、蔑扎、紙糊演變為以多種材料、各種藝術手段和以手工藝為主制作的發光藝術品。
3.2
燈組 lamp group
聚合若干彩燈元素、燈品構成,需現場搭建安裝而成的組合式、復合型彩燈。
3.3
施工圖 construction drawing
以彩燈平面效果圖為依據,表示彩燈(燈組)總體布局、外部形狀、內部裝置、結構構造、材料運用以及施工要求的圖樣。
3.4
打樣 draw a design
繪制施工圖(包括平面圖、立面圖、剖面圖、節點大樣圖、單元結構圖),編制制作說明書。
3.5
放樣 enlargement a design by handwork or computer-assisted
根據彩燈平面效果圖,采用地面手工繪制、電腦輔助繪制或光影成像的方式,等比放大彩燈實際制作尺寸。
3.6撿樣 clipping the iron wire by enlargement a design
采用鐵絲、盤圓等鋼材,按照大樣圖形的線條、尺寸,彎曲、剪裁為焊接造型零件。
3.7
碰焊 butt-joint
采用電焊機連接檢樣所獲焊接造型零件的特殊工藝,是采用現代焊接工藝替代傳統制作手工捆扎工藝的方法。俗稱絲扎造型,亦稱為熔接。
3.8
平面造型 plane modeling
通過絲扎造型所形成的二維平面或半浮雕鐵絲骨架。
3.9
鋼結構造型 shape of steel structure
采用鋼材對彩燈主骨架進行的結構造型。
3.10
三維立體造型 three-dimensional modeling
采用點焊工藝,在二維平面結構中增加一個方向向量構成,形成三維立體形態。
3.11
機械傳動裝配 mechanical transmission assembly
機械傳動裝備與電器配件有機結合,讓彩燈整體或局部“動”起來。
3.12
內透光 Internal light transmission
彩燈的光源內置,光源柔和的由里向外透出,達到見光不見燈的效果。
3.13
套色 chromatically
根據平面效果圖的色彩提示和現場環境,在造型骨架表面,分區域為裱糊工藝拴上提示色彩的各色布料。
3.14
刷膠 brush glue
沿彩燈骨架均勻涂抹粘結劑
3.15
分色裱糊 pasting colours silk by design
按照套色樣選彩色綢布,分色塊對彩燈分色線骨架進行外部裝裱。
3.16
燈帶 lamp belt
采用單個點光源或LED發光二極管等組合形成串聯線路的燈帶。
3.17
彩繪 painting
采用國畫、水粉、油畫等技法為彩燈作美術處理。
3.18
噴涂 spray coating
使用噴槍為彩燈作各種色彩處理的方法。
3.19
漏電保護 leakage protection
防止人身觸電事故或因漏電引起電氣火災和電氣設備損壞事故的技術措施。
3.20
捆扎 strapping
彩燈制作連接特殊材料(瓷器、玻璃瓶)的特殊技藝。
3.21
粘結 bond
彩燈制作中連接特殊材料(蠶繭)的特殊技藝。
3.22
烘烤 bake
彩燈制作中烤制變形特殊材料(光碟)的特殊技藝。
3.23
組裝 assembly
各種彩燈元件構成組合式、復合型彩燈燈組的過程。
3.24
還原度 reduction degree
制作完成的彩燈與設計圖紙的相似程度。
4 工藝
4.1 分類
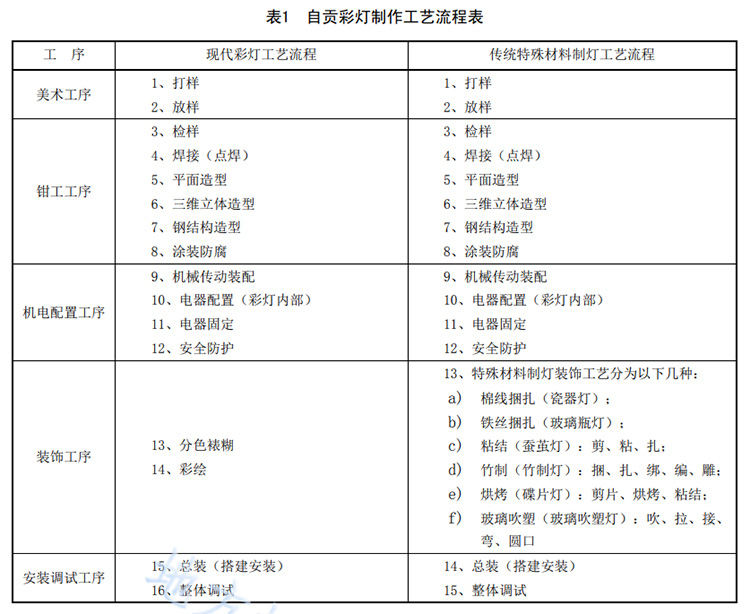
4.1.1 自貢彩燈制作工藝分類:現代制燈工藝和傳統特殊材料制燈工藝。
4.1.2 彩燈制作工序分類:美術工序、鉗工工序、機電配置工序、裝飾工序,安裝調試工序,工藝是各工序中的表現形式。
4.2 工具和材料
4.2.1 工具
自貢彩燈制作工具主要包括:
a) 美術工具:電腦、粉筆、墨汁、毛筆、顏料盤、噴槍、空氣壓縮機、自制輔助工具等;
b) 鉗工工具:拉線機、切割機、電焊機、碰焊機、斷線鉗、平嘴鉗、鋼絲鉗、防護面罩、自制輔助工具等;
c) 機電配置工具:電工儀表、開線鉗、剝線鉗、鋼絲鉗、尖嘴鉗、驗電筆、電工刀、自制輔助工具等;
d) 裝飾工具:醫用不銹鋼彎剪、毛筆、塑料口杯、自制輔助工具等;
e) 安裝調試工具:螺絲刀、改錐、扳手、手電鉆、自制輔助工具等。
4.2.2 材料
自貢彩燈制作材料主要包括:
a) 美術材料:丙烯顏料、各種繪畫材料、噴繪等;
b) 鉗工材料:各種型號的線材、圓鋼、角鋼、扁鋼、矩管、鐵絲、焊條等;
c) 機電配置材料:國標電線、燈泡、LED 燈帶、點光源、開關、配電箱、漏電保護裝置、扎帶、絕緣膠布等;
d) 裝飾材料:各色八美緞、旗幟布、色丁布、噴繪布、粘結劑等。特殊裝飾材料如瓷器、玻璃瓶、蠶繭、光碟、吹塑紙等。
4.3 工藝流程
自貢彩燈制作工藝流程,見表1。
4.4 現代彩燈制燈工藝及要求
4.4.1 打樣
4.4.1.1 繪制施工圖,包括平面圖,立面圖,剖面圖,并對結構復雜的節點繪制節點大樣圖,對多元構成的彩燈繪制單元結構圖。
4.4.1.2 彩燈制作說明書,提出彩燈制作創意構思、工藝和材料要求。
4.4.1.3 圖紙齊全、布局規范、結構清晰、表達準確、要求具體,可作為工程施工、編制施工圖預算和施工組織的依據。
4.4.2 放樣
4.4.2.1 按照彩燈、節點或單元的尺寸比例在地面采用九宮格同比放大施工圖中的圖形。
4.4.2.2 采用電腦軟件輔助繪制九宮格彩燈圖形,并標注準確的尺寸,材料和工藝,采用噴繪的形式同比放大樣圖。
4.4.2.3 無論是手工繪制還是電腦輔助繪制放樣圖形,均要求放樣準確,結構合理,便于施工。
4.4.3 撿樣
4.4.3.1 采用金屬拉絲機等設備,將盤卷成圈的鐵絲、盤圓等金屬材料拉直。拉直后的鐵絲、盤圓不得有局部彎曲、死彎、小波浪形和明顯的表面傷痕。
4.4.3.2 用拉直后的鐵絲或盤圓按照大樣圖線條彎曲成形,分段剪裁,分類存放。
4.4.4 焊接(點焊)
4.4.4.1 現代彩燈的焊接為手工電弧焊,其操作需符合鋼結構手工電弧焊焊接工藝標準。
4.4.4.2 點焊連接的是鐵絲,不得形成虛焊、假焊,焊點承受的拉力不得小于鐵絲所應承受拉力的 50%。
4.4.5 平面造型
將分段剪裁的鐵絲等材料按照大樣圖形要求,采用點焊逐一連接而成二維平面圖形或半浮雕絲架圖形。
4.4.6 三維立體造型
4.4.6.1 按照結構圖焊接三維立體造型主骨架。
4.4.6.2 簡單的三維立體造型可采用二維平面結構在美術師指導下組合而成。
4.4.6.3 人物、動物及其他復雜的三維形象,按照結構圖逐點焊接,在美術師指導下,不斷調整鐵絲的方向向量和彎曲弧度,高度還原設計形象。
4.4.7 鋼結構造型
4.4.7.1 鋼材、鋼件的品種、規格、性能等應符合現行國家產品標準和設計要求。
4.4.7.2 鋼結構造型所使用的焊接材料應符合 GB 50661 的規定。
4.4.7.3 焊工必須經考試合格并取得合格證書。持證焊工必須在其考試合格項目及其認可范圍內施焊。
4.4.7.4 大型或特大型彩燈的鋼結構,按照 GB 50017 實施。
4.4.8 涂裝防腐
鋼結構造型完成后,需進行涂裝防腐。防腐涂料、稀釋劑和固化劑等材料的品種、規格、性能等應符合GB 50205的規定。
4.4.9 機械傳動裝配
4.4.9.1 彩燈的機械傳動需根據設計要求選用安全電壓電源。
4.4.9.2 所用設備和器材均應符合國家現行技術標準的規定。
4.4.9.3 根據設計要求選用型號適宜的電機。
4.4.9.4 根據選用電機和彩燈結構設計機械加工件并進行機械加工。
4.4.9.5 機電配合,規范運用接觸器、控制器、繼電器、行程開關等,滿足彩燈動作要求。
4.4.10 電器配置(彩燈內部)
4.4.10.1 彩燈用電應按照 JGJ46 執行。
4.4.10.2 彩燈的內透光要求光源內置,布局合理,光暈均勻,無明顯光斑。
4.4.10.3 電器材料的規格、型號符合設計要求。
4.4.10.4 為便于內置光源,制作串聯線路燈帶。
4.4.10.5 在 10m 以上距離固定電源線兩端,根據內置燈光要求,在電源線上間距 20~30cm 使用開線鉗破口。
4.4.10.6 在電源線破口處使用 2~4cm 電源線垂直連接燈頭、燈泡。
4.4.10.7 破口處和連接處按規范做好絕緣處理。
4.4.11 電器固定
4.4.11.1 固定電器材料于彩燈內部。
4.4.11.2 根據彩燈骨架結構,或直線或彎曲,上下間距 40~50cm,采用扎帶固定點光源燈帶于彩燈骨架。
4.4.11.3 LED 燈帶適用于彩燈輪廓、平面結構造型、三維立體造型結構空間狹窄的區域,在平鋪、拉直的前提下,采用扎帶固定 LED 燈帶于彩燈骨架。
4.4.12 安全防護
4.4.12.1 為防止人身觸電事故或因漏電引起電氣火災和電氣設備損壞的事故,彩燈需采用漏電及過流保護。
4.4.12.2 需配置配電箱的彩燈產品必須安裝帶有漏電保護的總開關。
4.4.12.3 漏電保護開關安裝時嚴格按照漏電保護器產品標識進行電源側和負荷側接線。
4.4.12.4 安裝帶有短路保護的漏電保護器,應確保有足夠的滅弧距離。
4.4.13 分色裱糊
4.4.13.1 根據平面效果圖色彩提示,在已完成的彩燈絲架各部位拴上相應顏色的布料。
4.4.13.2 彩燈裱糊要求表面整潔、無皺褶、無虛邊、無污漬斑點。
4.4.13.3 采用無苯且可同種或異種材料之間粘接的萬能膠,沿鐵絲骨架或鋼骨架均勻涂抹刷膠。
4.4.13.4 根據美術師套色提示,選用大小適宜的布料和色彩,在刷膠后的鐵絲骨架或鋼骨架上裝飾裱糊。
4.4.13.5 表面裝飾布料與刷膠后的骨架需先粘結一條邊,然后拉直逐一粘結其它三邊。
4.4.13.6 裱糊過程中,不可讓粘結面中間的布料接觸膠面形成污漬斑點。
4.4.13.7 拉直粘結時,用手指按緊粘結點逐漸前移,使布料與鐵絲或鋼材緊密粘結。
4.4.13.8 在裝裱異形結構絲架時,拉直粘結需小心操作,不能出現皺褶。
4.4.13.9 布料裝裱完成后,需用醫用彎剪沿粘結線修剪多余的布料,保持彩燈表面的整潔。
4.4.13.10 由于彩燈結構和裝飾色彩的多元化,表面裝飾連接處會出現重疊、毛邊現象。需采用各色裝飾線條做接縫貼邊的再次裝飾,避免出現虛邊,影響彩燈美觀。
4.4.14 彩繪
4.4.14.1 彩燈的彩繪基底是布料,主要采用丙烯顏料,分為手工彩繪和噴涂兩種方式。
4.4.14.2 根據平面效果圖提示,手工繪制彩燈特定部位的各類精細圖案。
4.4.14.3 噴涂工藝適用于彩燈的大面積色彩處理和過渡色處理。
4.4.14.4 調制丙烯顏料至適宜于噴涂的濃度,采用空氣壓縮機使丙烯顏料霧化,手持噴槍,按照平面效果圖提示,涂覆于彩燈表面。
4.4.14.5 彩繪要求表現手法細膩,色彩均勻,形象生動,簡潔準確,過渡自然。
4.4.15 總裝(搭建安裝)
4.4.15.1 根據平面效果圖、施工結構圖和現場環境將制作完成的彩燈半成品逐一定點搭建安裝。一般情況下,按照先難后易、先大后小、由低到高或由高到低的原則搭建安裝。
4.4.15.2 定點搭建安裝到位后,美術師為達到更好的視覺效果,可根據現場情況指導調整。
4.4.15.3 采用焊接、捆扎、粘結等工藝固定彩燈組合元件。
4.4.15.4 采用風繩、沙袋、鋼結構支撐等方式穩固燈組。保證燈組在遭遇 6 級風力和 4 級地震時不會發生坍塌。
4.4.15.5 各工種檢查總裝到位的彩燈元件,及時修復處理組合安裝過程中出現的瑕疵與損壞。
4.4.15.6 連接各彩燈元件電源到分相開關和配電箱。
4.4.15.7 亮燈檢查,整體調試。
4.4.16 整體調試
4.4.16.1 燈組組裝完成后需通電對燈光進行調整測試。
4.4.16.2 檢測電源線路是否短路,燈泡、燈帶是否存在破損,內置光源是否存有盲點。
4.4.16.3 對使用三相四線 380V 電源的中大型彩燈應進行內部三相電流調平。
4.4.16.4 對燈會展出的所有燈組、燈品和環境燈飾進行總體三相調平。
4.5 傳統特殊材料制燈工藝及要求
4.5.1 總則
特殊材料制燈是以鋼架結構或絲扎立體為基礎進行造型,內置電源燈光方面與普通彩燈相同,由于表面裝飾材料和工藝的不同,而具有獨特的魅力。主要分為瓷器燈棉線捆扎工藝、玻璃瓶燈鐵絲捆扎工藝、蠶繭燈粘結工藝、竹制彩燈工藝、碟片燈烘烤粘結工藝、玻璃吹塑制燈工藝等。
4.5.2 瓷器燈棉線捆扎制燈(瓷器燈)
4.5.2.1 瓷器燈捆扎采用 S606 塔軸型棉線。
4.5.2.2 采用十字捆扎等技法捆扎連接相同的瓷器(杯、盤、碗、碟、勺、瓶等)。
4.5.2.3 將酒杯、碗口對口,用十字捆扎法形成雙數組合。
4.5.2.4 根據鋼骨架形狀,選用捆扎好的不同瓷器,用棉線捆扎固定于鋼骨架。
4.5.2.5 對調羹類不便于捆扎固定的小件,可在捆扎基礎上,采用玻璃膠強化固定。
4.5.3 玻璃瓶鐵絲捆扎制燈(玻璃瓶燈)
4.5.3.1 采用廢舊青霉素藥瓶,需經 1 小時沸水消毒、脫蠟處理。
4.5.3.2 采購無色透明藥用玻璃小口瓶直接使用。
4.5.3.3 根據彩燈色彩需要,在 100kg 清水中放入 1g 可溶于水的染料配置不同顏色的防凍裂彩色透明液體,分別灌注在小口瓶內,并以橡膠蓋密封。
4.5.3.4 選用 20 號鍍鋅鐵絲或直徑 1.5~2mm 的漆包銅線在小口瓶瓶頸處纏繞捆扎成串。
4.5.3.5 選用 304 鐵絲網鋪在鋼骨架上,并以鐵絲固定。
4.5.3.6 把成串的玻璃小口瓶用鐵絲或漆包銅線固定到已安裝內置光源、鋪好鐵絲網的鋼骨架上。
4.5.4 蠶繭粘結制燈(蠶繭燈)
4.5.4.1 以蠶繭為表面裝飾材料,通過剪、粘、扎等工藝而成燈。
4.5.4.2 剪,選用大小均勻的蠶繭,從中間 45°角斜剪,一分為二,取出蠶蛹。
4.5.4.3 粘,在可透光的玻纖板薄片上均勻涂抹粘結劑,將斜剪開的蠶繭依次粘結在玻纖板薄片上。亦可在彩燈骨架上裱糊彩色布料,均勻涂抹粘結劑,直接粘結蠶繭。
4.5.4.4 扎,在粘結好蠶繭的玻纖板薄片邊緣打孔,用鐵絲捆扎固定在彩燈鋼骨架表面。
4.5.5 竹材料制燈(傳統彩燈)
4.5.5.1 竹制彩燈由捆、扎、綁、編、雕五道工藝流程組成。
4.5.5.2 用篾刀將毛竹剖開、劈斷成竹節、竹片、竹棍。
4.5.5.3 將竹片在水中浸泡后用篾刀剖成竹蔑以便編織。
4.5.5.4 捆,常用“人字捆”、“十字捆”、“平行捆”三種方法,用竹蔑編織固定大竹的竹鎖,鎖定大竹受力點,形成骨架。
4.5.5.5 扎,是竹制品造型的重要組成部分。在“捆”的外圍,采用“單層扎”、“雙層扎”、“多層扎”等手法將竹片、竹節、竹棍、竹編等基礎材料按照設計要求造型。
4.5.5.6 綁,用鐵鉤燒紅打通竹節,裝上細沙,用火烘烤,使之在彎曲造型時可以用竹蔑綁住,浸泡于冷水固定。循環往復,直至達到設計造型要求。
4.5.5.7 編,是在完成捆、扎、綁三道工序后的表面處理技術,是竹制彩燈工藝最重要的環節。采用薄如蟬翼的竹絲、竹蔑,按照設計要求編制完成表現彩燈細節所需局部元件。
4.5.5.8 雕,是在大圓竹上雕刻鏤空的手段,以便在大竹筒中裝置彩燈,形成鏤空內透的藝術效果。雕與刻同時存在。其技法分為浮雕,半浮雕、鏤空雕三種,獨立存在于竹制彩燈工藝之中,常用于大型竹制彩燈的制作。
4.5.5.9 竹制彩燈的五道工藝技術相互配合運用,達到“瘦、透、漏、靈、巧”的立體藝術效果。
4.5.6 碟片燈烘烤粘結制燈(碟片燈)
4.5.6.1 碟片燈制作工藝由剪片、烘烤、粘結三道工序組成。
4.5.6.2 剪片,根據彩燈設計要求,將 DVD 碟片一分為四或一分為八剪成單片。
4.5.6.3 烘烤,用酒精燈或小電爐烘烤每一張單碟片,使之形成彩燈表面裝飾需要的凹面,以利燈光的折射和反射。
4.5.6.4 粘結,在造型骨架表面裱糊白色布料,在烘烤好的單碟片底部選三個點成三角形,粘結長 1cm×寬 1cm×厚 0.5cm 的軟泡沫,再在軟泡沫上沾膠,逐片粘結于骨架布料,覆蓋于彩燈表面。
4.5.7 玻璃吹塑制燈(玻璃吹塑燈)
4.5.7.1 玻璃吹塑制燈為火焰燈無模吹塑工藝。
4.5.7.2 火焰燈無模吹塑工藝以“吹、拉、接、彎、圓口”等玻璃吹制術為基本技藝。
4.5.7.3 火焰燈吹塑以氧氣、天然氣為混合燃料,溫度達到 1000℃以上,使用時需符合安全標準。
4.5.7.4 玻璃吹塑制燈以各種型號的普通玻璃管為原料,在混合燃料火焰上加熱變軟,用一端為吹嘴,長約 1m 的空心鐵管連接玻璃管,在即將玻璃管液化時吹塑成彩燈所需各種造型形態或中空狀態。
4.5.7.5 在中空狀態玻璃吹塑制品中置入 LED 燈帶或點光源。
4.5.7.6 玻璃吹塑燈組合時采用木質底座,玻璃面板。
4.5.7.7 按照設計圖,采用玻璃膠將各種形態的玻璃吹塑制品粘結固定于玻璃面板。
4.5.7.8 根據需要在玻璃面板上鉆孔,將中空狀態玻璃吹塑制品中置入的 LED 燈帶電源引入底座。
4.5.7.9 底座內置 LED 彩色燈泡,按照用電規范將 LED 燈帶電源和點光源并入控制開關。
5 檢測方法
5.1 外觀檢測
5.1.1 目測表面裝飾的平整度和光潔度,不能出現明顯皺褶和污漬。
5.1.2 目測焊接造型、色彩和整體形象與設計圖紙的還原度達到 90%。
5.1.3 目測內透光無明顯光斑。
5.1.4 鼻嗅無明顯刺激性異味。
5.2 性能檢測
5.2.1 按照平面效果圖檢測內置燈光均勻度,不能出現明顯光斑。
5.2.2 按照施工圖檢測機電配合協調性,彩燈的機械傳動不能在規定時間內出現卡、停現象。
5.2.3 現場組裝完成后,需整體通電,重點檢測電源線路、三相調平、漏電保護,確保燈組正常亮燈。
6 檢測規則
6.1 過程檢測
質檢員對已完成的彩燈半成品、單品按照效果圖和施工圖標注的規格尺寸和色彩檢測并記錄。
6.2 出廠檢測
單品數量全檢,批量采用抽檢并記錄。
6.3 交付檢測
總裝完成后,亮燈進行性能和外觀檢測,交付和檢測雙方在檢測驗收報告上簽字,完成交付。
原文網址,轉載請注明出處:http://giantsfootballofficialonlines.com/smcd/989.html
文章關鍵詞:自貢彩燈,自貢花燈
上一篇:自貢彩燈公司在疫情下如何涅槃?
下一篇:自貢燈會與華僑城是什么關系?











-
自貢尚美文化藝術有限公司
四川省-自貢市板倉工業園區龍湖雅居1棟156號
廠址:自貢市大安區涼燕路
E-mail:zgsmcd@qq.com
手機:138 0815 7733 蔣先生
在線QQ:





